公司:濟南金欣(xīn)發不鏽鋼有限公司(sī)
聯係人: 劉博/劉增田
電 話: 183 6617 7753 / 138 8499 6663
門市地址:濟南市天橋區曆山(shān)北路黃台不鏽鋼市場1區113號
傳真/座機 :0531-82955732
0531-82955953
工廠地址(zhǐ):濟南市曆城區同華路12號
工廠電話 :0531-88287691
0531-88287692
郵 箱:864958766@qq.com
網址(zhǐ):www.jnnrjx.com
數控類激光切割:
一、簡介
數控切割機在切割過(guò)程中具有割速快、割縫(féng)小等特點,可能會(huì)導致實際切割速度有(yǒu)限、割縫過大、割麵不整等(děng)現象,排除等離子(zǐ)數控(kòng)切割(gē)機自身機(jī)械故障等方麵因素,必須在操作中未正確設置等離子數控(kòng)切割機相關參(cān)數也將影響實際切割效果。

1. 空(kōng)載電壓和(hé)弧柱電壓(yā)
等離子切割電源,必須具有足夠高的空載電壓,才能容易引弧和使等離子弧穩定(dìng)燃燒。空載電壓一般為120-600V, 而弧柱電壓一般為空載電壓的一半。提(tí)高弧柱電壓,能明顯地(dì)增加等離子弧的功率,因而能提高切割速度和切割更大厚度的金屬板材。弧柱電壓(yā)往(wǎng)往通過調節氣體流 量和加(jiā)大電極內縮量未達到,但(dàn)弧(hú)柱電壓不能超過空載(zǎi)電壓的65%,否則會使等離子弧不穩定。
2. 切割電流(liú)
增加切割電流同樣能提高等離子(zǐ)弧的功率,但它受到大(dà)允許電流的限製,否則會使等離子弧柱變粗、割縫寬度增加、電極壽(shòu)命下降。

3. 氣體流量
增加氣體流量既能提高弧柱電壓,又能增強對弧柱的壓縮作用而使等離子弧能量(liàng)更(gèng)加集(jí)中、噴射力(lì)更強,因而可提高切割速度和質量。但(dàn)氣(qì)體(tǐ)流量過大,反而會使弧柱變短,損失熱量增加(jiā),使切割能力減(jiǎn)弱,直至使切割過(guò)程不(bú)能正常進行。
4. 電極內(nèi)縮量(liàng)
所謂內縮量是指電極到(dào)割嘴端麵的距離,合適的(de)距離可以(yǐ)使電弧在(zài)割嘴內得到良好的壓(yā)縮,獲得能量(liàng)集中、溫度高的等離子弧而進行有效的切割。距離過大或過小,會使電極嚴重燒損、割嘴(zuǐ)燒(shāo)壞和(hé)切割能力下(xià)降。內縮(suō)量一般取8-11mm。
5. 割嘴高(gāo)度
割嘴高度是指割嘴(zuǐ)端麵至被割工件表麵的距離。該距(jù)離一般為(wéi)4~10mm。它與電極內縮量一樣,距(jù)離(lí)要合適才能充分發揮等(děng)離子弧的切割效率,否則會使切割效率和切割質量下降或使割嘴燒(shāo)壞。

6. 切割速度
以上(shàng)各種(zhǒng)因素直接影響等離子弧的壓縮效應,也就是影(yǐng)響等(děng)離子弧的溫(wēn)度(dù)和能量密度,而(ér)等離子弧的高溫、高能量決定著切 割速度(dù),所(suǒ)以以上的各種因素(sù)均與切割速度有關。在保證切割質量的前提下,應盡可能(néng)的(de)提高切割速度。這不(bú)僅提高生產(chǎn)率,而且(qiě)能減(jiǎn)少被割件的變形(xíng)量和割縫區 的熱(rè)影響(xiǎng)區域。若切割速度不合適,其效果相反,而且會使粘渣增(zēng)加,切(qiē)割質(zhì)量下降。
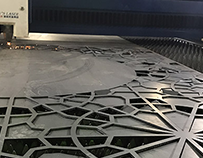
二(èr)、產品特點
工業(yè)母機式機床設計,確保了激光(guāng)切割過程的高速和穩定,選配不同功率的光纖激光器,能對各種金屬和材料進行切割打孔高速精密加工,配(pèi)合(hé)跟隨式動態調(diào)焦裝置,在切(qiē)割過程中,始終能夠保持切割品質如一,不失為一款高性價比(bǐ)的(de)大幅麵激光切割機。
控(kòng)類激光切割")
三、應用(yòng)範圍
適用於各種金屬材料(liào)的高精(jīng)度切割。
四、可(kě)加工的材料
不鏽鋼、碳鋼、合金鋼、矽(guī)鋼、彈簧鋼、鋁、鋁(lǚ)合金、鍍鋅板、鍍鋁(lǚ)鋅版、酸洗(xǐ)板、鈦等金屬板材及管材切割。
五、適用行(háng)業
廣泛應用於鈑金加工、廣告標牌字(zì)製作、高低壓(yā)電器櫃製(zhì)作、機械件、廚具、汽車、機械、金屬工藝品、鋸片、電器件、眼鏡行業、彈簧片(piàn)、電路板、電水壺、醫療微(wēi)電(diàn)子、五金(jīn)、刀量具等行業。

加工,濟南不鏽鋼工程")
電話:183 6617 7753 138 8499 6663 傳真(zhēn)/座機:0531-82955732 郵箱:864958766@qq.com
Copyright © http://cn86.cn/ 濟南金欣發不鏽鋼有限公司(sī) 歡迎大家的來(lái)電谘詢!



商家")