
公司:濟南金欣發不鏽鋼有(yǒu)限公司
聯係人: 劉博/劉增(zēng)田(tián)
電(diàn) 話: 183 6617 7753 / 138 8499 6663
門市地址:濟南市(shì)天橋區曆山北路黃台不鏽鋼(gāng)市場1區(qū)113號
傳真/座機 :0531-82955732
0531-82955953
工廠地址:濟(jì)南市曆城區同華路12號
工廠電話 :0531-88287691
0531-88287692
郵 箱:864958766@qq.com
網址:www.jnnrjx.com

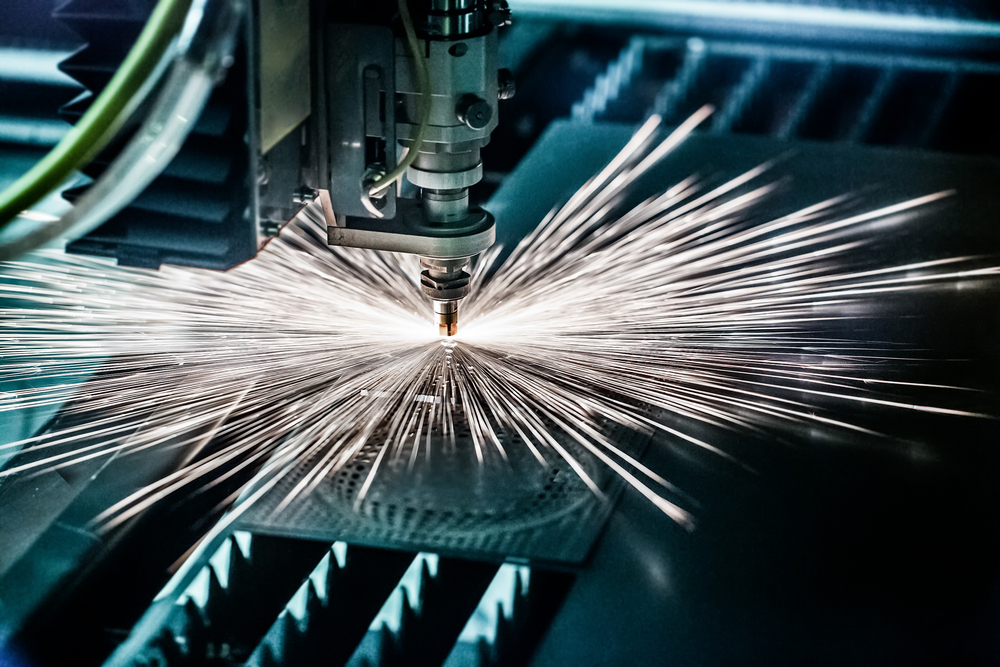
當功(gōng)率密度比較大的激光束照射到材料表麵時,材料吸收光能轉(zhuǎn)化為熱能,材料(liào)被加熱熔化至汽化,產生大量的金屬蒸(zhēng)汽,在蒸汽退出表麵時產生的反作用力下,使熔化的金屬液體向四周排擠(jǐ),形成凹坑,隨著(zhe)激光的繼續照射,凹坑(kēng)穿人更(gèng)深,當激光停止照射後,凹坑周邊的熔液回流,冷卻凝(níng)固(gù)後將兩焊件焊接在—起。2、熱傳導焊接當(dāng)激光照射在材料表麵時,一部分激光(guāng)被反(fǎn)射,一部分被材(cái)料吸收(shōu),將光能轉化為熱能而加熱熔化,材料表麵層的(de)熱以熱傳導的方式(shì)繼續向材料深處傳(chuán)遞,後將兩(liǎng)焊件熔接在(zài)一(yī)起。

充分利用軟(ruǎn)件優勢,提高薄板材料的利用率。某激光切割機配套(tào)的編程軟件為AMLASER,它的CAD工作平台為CAD KEY7.0,輔以Lnest(優化排料),旋轉支撐等較有特色的功能。Lnest可在定尺材料上優化排列(liè)相同料厚的多種不同件,利用這一(yī)功(gōng)能用(yòng)激光切割薄板可省略開料這(zhè)一工序,降低工時,同時可(kě)減少材(cái)料裝夾次數。由於其存(cún)在加工死區,減少裝夾次數就意味著節省材料,減少加工輔(fǔ)助(zhù)時間。瑞士某激光切割(gē)機不需要夾緊待加工的板材,不(bú)僅不存在(zài)加(jiā)工死區,而且加工速度成倍的提高。編製切割方(fāng)案時可(kě)根據(jù)生產計劃把相同料厚的多(duō)種不(bú)同件排(pái)列在定尺(chǐ)材料上,提高材料的利用率。加工過程中應減少模具數量、加快產品開發速度。因為,近年來在紡織機械產品中(zhōng)少切削(xuē)、無切削(xuē)以及鈑金件(jiàn)所占的比重越來越大,如果沒有比較的工藝設備(bèi),那麽每種鈑金類件在落料生產工序中的工作量非常大。大部分落料需要利(lì)用模具,而模具的設(shè)計、生產需要相當的時間(jiān)。另外,一(yī)個新(xīn)產品在試製過程中往往是單件量生產(chǎn),而且件須根據試製情況作相應改動(dòng),這樣一來利用模具生產成本就太高(gāo)了。用激(jī)光切割落料可節省大量(liàng)模(mó)具的投入,使生產的準備時間縮短,產品開發速度加快。激光(guāng)切割衝壓件還可(kě)提高模具設計的準確性。因為,落料作為拉仲成型的前道工序,其(qí)落(luò)料尺寸往往需要(yào)修正。而利(lì)用激光割出的衝壓件在(zài)成形(xíng)模上試加工,就可準(zhǔn)確的定(dìng)出(chū)落料模的尺寸,為以後大批量生產時(shí)設計模具打下基礎。

1.恪守一般激光設備安全操作規程。嚴厲依(yī)照激光器發動程序發動激光器。2.操作者須通過培訓,熟悉設備(bèi)結構(gòu)、功能,把握(wò)操作係統有關(guān)知識。3.按規則穿戴好勞作防護用品,在激光束鄰(lín)近有必要(yào)佩戴(dài)符合規則的防護(hù)眼鏡。4.在未澄清某一資料是否能用激光照耀或加熱前,不要對其(qí)加工,防止(zhǐ)發作煙霧和蒸氣的潛在風險。5.設備開動時(shí)操作人員不得(dé)私行脫離崗位或(huò)托人待管,如確實需求脫離時應停機或堵(dǔ)新徐工(gōng)業不(bú)鏽鋼刨槽(cáo)供(gòng)應商截電源開關。6.要將滅火器放在(zài)順手可及的當地;不加工時(shí)要關掉激光器(qì)或光閘;不要在未加防(fáng)護的激光(guāng)束鄰近放置紙張、布或其他(tā)易燃物。7.在加工過程中(zhōng)發現異常時,應立即停機,及時排除毛病或上報主管人員(yuán)。8.堅持激光器、床身及周(zhōu)圍場所整齊、有序、無油(yóu)汙,工件、板材、廢料按規則(zé)堆(duī)放。9.運用氣瓶時,應防止壓壞焊接電線,防止漏電事(shì)端發作。氣瓶的(de)運(yùn)用(yòng)、運送應恪守氣瓶督查規程。製止(zhǐ)氣瓶在陽光下爆曬或靠近熱(rè)源。敞開瓶閥新徐(xú)工業不鏽鋼刨槽供應商時,操作者有必要站在瓶嘴旁邊麵。10.修理(lǐ)時(shí)要恪(kè)守高壓安(ān)全規(guī)程。每作(zuò)業40小時或每周(zhōu)保護、每作業1000小時(shí)或每六個月(yuè)保護時(shí),要依照規(guī)則和程序進行。11.開機後應手動低速X、Y方向開動機床,查看承認有無異常狀況。12.對新的工件程序輸入後,應先試運轉,並查(chá)看其運轉(zhuǎn)狀況(kuàng)。13.作業時,留意調(diào)查機床運(yùn)轉(zhuǎn)狀況,防止激光切割機(jī)走出有用行程規模或兩(liǎng)台(tái)發(fā)作碰撞造成事端(duān)。

大(dà)多數激光切割機都由數控程序進行控製操作或做成切割機器人。激光切(qiē)割機加工作為一種精密的加工方法,幾乎可(kě)以切割所有的材料(liào),包括薄金屬板的(de)二維切割或三維切割。在汽車製造領域,小汽車頂窗等空間曲線的切割技術都已經獲得廣泛應用。德國大眾(zhòng)汽車公司用功率為500W的(de)激光器切割形狀複雜的車身薄板(bǎn)及各種曲麵件(jiàn)。在航空航天領(lǐng)域,激光切割機加工技術主要用於特(tè)種航空材料的(de)切割,如鈦合金、鋁合金、鎳合金(jīn)、鉻合金、不鏽鋼、氧化鈹、複合材料、塑料(liào)、陶(táo)瓷(cí)及石英等。用激(jī)光切割加工的航空航天部件有發動機火(huǒ)焰筒、鈦合金薄壁機匣、飛機框架、鈦(tài)合金蒙(méng)皮、機翼(yì)長桁(héng)、尾翼(yì)壁板、直升(shēng)機主旋翼、航天飛機陶瓷隔熱瓦等。
1激(jī)光切割原理激光(guāng)是一種高亮(liàng)度(dù)、方向性好以及單色性好的相幹光(guāng)。聚焦後的激光束照在任何(hé)堅(jiān)硬(yìng)的材料上都將產(chǎn)生上萬度的高溫。在此高溫下,任何堅硬的材(cái)料都將瞬(shùn)時急劇(jù)熔化和蒸發,並產生很(hěn)強烈的衝擊波,使熔化物質爆炸式地噴(pēn)射去(qù)除。2激光(guāng)切(qiē)割分類激光切割的分類標準有多種,一般根據(jù)激光切割原理和激光器對激光切割工(gōng)藝進行分類,此外還(hái)可按組成結構、切割材料、工作空間等進行分類。先,按照切割原理分類,可以分為:汽(qì)化切割、高壓氣聚焦熔化切割、氧化熔化切(qiē)割。汽化切割:在高功率(lǜ)密(mì)度激光束的加熱下(xià),0.5~6.0mm板材表麵溫度會迅速升至(zhì)沸點溫度,足以避免熱傳導(dǎo)造成的熔化,於是部分材料氣化(huà)成(chéng)蒸汽消失,部分材料作為噴出物從切縫底部被輔(fǔ)助氣體流吹走。切割氣體一般用氮(dàn)氣或氬氣。 高壓氣聚(jù)焦熔化切割:當入射的激(jī)光束功率密度超過某(mǒu)一值後,光束照射點處材料內部開始蒸發,形成孔洞,其將作為黑體吸收所(suǒ)有的入射光束能量。小孔(kǒng)被熔化金屬壁(bì)所包圍,然後(hòu)與光束同(tóng)軸的輔助氣流把孔洞周圍的熔融材料帶走。切割氣體一般用氮氣。
鏽鋼定做加工,濟南不鏽鋼工程")
電話:183 6617 7753 138 8499 6663 傳真(zhēn)/座機:0531-82955732 郵箱:864958766@qq.com
Copyright © http://cn86.cn/ 濟(jì)南金欣發不鏽鋼有限公司(sī) 歡迎大家的來電谘詢!

")
")


