歡迎(yíng)進入濟南金(jīn)欣發(fā)不鏽鋼有(yǒu)限(xiàn)公司官方網站!


加工定製

質量保障
信商家")
誠信商家
服務谘詢熱線(xiàn):
0531-82955732
歡迎(yíng)進入濟南金(jīn)欣發(fā)不鏽鋼有(yǒu)限(xiàn)公司官方網站!
服務谘詢熱線(xiàn):
0531-82955732

公司:濟南(nán)金欣發(fā)不鏽鋼有限公(gōng)司
聯係人: 劉博/劉增田
電 話: 183 6617 7753 / 138 8499 6663
門市地(dì)址:濟南市天(tiān)橋區曆山北路黃台不鏽鋼市場1區113號
傳真/座機 :0531-82955732
0531-82955953
工廠地(dì)址:濟南(nán)市曆城區同華路12號
工廠電話 :0531-88287691
0531-88287692
郵 箱:864958766@qq.com
網址:www.jnnrjx.com

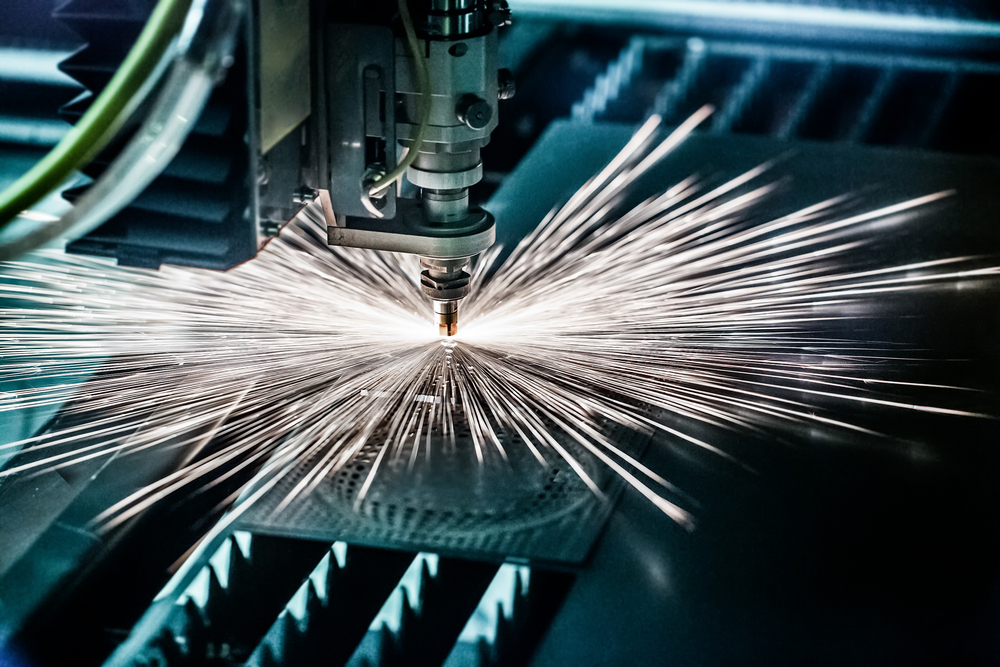
1激光切割原理激光是一種高亮度、方向性好以及單色性好的相幹光。聚焦後的激光束照在任何堅硬的材料上(shàng)都將產生上萬度的高溫。在此高溫下,任何堅(jiān)硬的材料都將瞬時急劇熔化和蒸發,並產生很強烈的衝擊波,使熔化物質爆(bào)炸式地噴射去(qù)除。2激光切割分類(lèi)激光切割(gē)的分類標準有多種,一般根據激光(guāng)切割原理和激光器對激光切割工藝進行分類,此外還可按組成(chéng)結構(gòu)、切割(gē)材(cái)料、工作空間等進行分類。先,按(àn)照切割原理分(fèn)類,可以分為:汽化切割、高(gāo)壓氣聚焦熔化(huà)切割、氧化熔化切割。汽化切割:在高功率密度激光束(shù)的加熱下,0.5~6.0mm板材表麵溫度會迅速升至沸點溫度(dù),足以避免熱傳導造成的熔(róng)化,於是部分(fèn)材(cái)料氣化成蒸(zhēng)汽消失,部分材料作為噴出物從切縫底部被輔助(zhù)氣(qì)體流吹走。切割氣體一(yī)般用氮氣或(huò)氬氣。 高壓氣聚焦熔化切割:當入射的激光束功率密度超過某一值後,光束照射(shè)點處材料內部開始蒸發,形成孔洞,其將作為黑體吸收所有的入射光(guāng)束能量。小孔被熔化(huà)金屬壁所包圍(wéi),然後與光束(shù)同軸的(de)輔助氣流把孔洞周圍的熔融材料帶走。切割氣體(tǐ)一般用氮(dàn)氣。
通過激光切割加工對材料進行加工期間,也可(kě)以(yǐ)有效(xiào)降(jiàng)低投入成本,以往在對板材進行切割的過程中,因為(wéi)工藝方法不是很合(hé)理,所以在加工的(de)過(guò)程中需要更多人力,所(suǒ)需要的時間也比較(jiào)長,這樣都(dōu)會增加操作成(chéng)本,而激光(guāng)切割方法可以利用更短的時(shí)間內完成板材加工操作,材料的切割大小也能夠達到要求,因此很多廠家現在都會開始重視激光切割方(fāng)法的應用情況。廠家通過激光切割加工完成板(bǎn)材加工工作期間,加工方式(shì)可以靈活選(xuǎn)擇,也(yě)可以通過這種加工方法完(wán)成不同類型板材的切割流程,製成的材料能夠更好的符(fú)合人們的安裝使用要求,所以(yǐ)無論是在加工質量上還是(shì)生(shēng)產效率上,選用(yòng)激光切割方(fāng)式都(dōu)是非常合理的。

1、切割速度:取決於(yú)激光的功率密度和被切材料的熱物理性質及其厚度等。對於(yú)的激光切割條件,有一合理的切割速度範圍(wéi),切割速度過高,切口清渣不(bú)盡,甚至切不透;激光切割機的切割速度太(tài)低,則(zé)材料(liào)過燒,切(qiē)口寬度工業不鏽鋼廠家和熱影響區大。2、切割軌跡:在進行常州激光切(qiē)割(gē)加工過程中(zhōng),對於(yú)複雜輪廓或具(jù)有(yǒu)拐點的件的切割,由於加速度的變化,容易使拐點處(chù)過熱熔化而形(xíng)成塌角(jiǎo),因(yīn)而合理的切工業不鏽鋼廠(chǎng)家割軌跡是避免(miǎn)這一(yī)現象的有效辦法之一。所以,這是激光切割技術成熟就比較重要的,這樣切割出現失誤的可能性也比較少。切(qiē)割速(sù)度和切割軌跡(jì)兩者終都會影響激光切割加工的速度和效果,切割加工的成品不好,也(yě)會影響產品的(de)銷量(liàng)。
隨著工業激光產業的快速發展,市場對(duì)激光加工技術的要求越來(lái)越高,激光技術已從單一應用逐漸轉向多元化應用,激光加工方麵不再(zài)是單一的切割或者焊接(jiē),市場對激光(guāng)加工要求(qiú)切割(gē)和焊接一體化(huà)的(de)需(xū)求也(yě)越來越多,激光切(qiē)割和激光焊接的(de)切焊一體化激光加工設備應(yīng)運而生。激光焊是(shì)以(yǐ)聚(jù)焦的激光束作為能源轟擊焊件(jiàn)所產生的熱量進行焊接的一種高效精密的焊接方法(fǎ)。激(jī)光焊接(jiē)是激光材料加工技術應用(yòng)的重要方麵之一。20世紀70年代主要(yào)用於焊接薄(báo)壁材料和低速焊接,焊接過程(chéng)屬熱傳導型,即激光(guāng)輻射加熱工件表麵,表(biǎo)麵熱(rè)量通過熱傳導向內部擴散,通過控(kòng)製激光脈衝的寬度、能量(liàng)、峰值功率和重複頻率等參數,使工件熔化,形(xíng)成(chéng)特定的熔(róng)池。由於其的優點,已成功應用於微、小型件的精密焊接(jiē)中。

熔化切割通常使(shǐ)用惰性氣體,但如果(guǒ)代之(zhī)以氧氣或其他活性氣體,材料會在激(jī)光束的照射下被點(diǎn)燃,與氧氣發生激(jī)烈的化(huà)學反(fǎn)應,從而產(chǎn)生另一熱源,即為氧化(huà)熔化切割(gē),可獲得較高的切割速度。切割氣(qì)體一般用氧氣。其次,按常用(yòng)激光器分類,可以分為:CO2激光切割、YAG激光切割(gē)、光纖激光切割。CO2激光切割:用於切割薄金屬、紙張(zhāng)、林材、塑料、紡織(zhī)品及其他非金屬材料(liào)。YAG激光切割:可用於(yú)切割金(jīn)屬、陶瓷、塑料和石墨複合材料。光纖激光切(qiē)割:可用於切割(gē)金屬、陶瓷、塑料(liào)和石墨複合材(cái)料。不(bú)僅提供了CO2激光切割可實(shí)現的速度和切割質量,而且維護和操作成(chéng)本低,是未來激光切割發展的趨(qū)勢(shì)。

隨著(zhe)生活水平的提高,很(hěn)多時候都(dōu)會使用到高科技,比如使用激光切割金屬就是個很好的例子。尤其是現在工業發展十分迅速,激光切割加(jiā)工這(zhè)個技術(shù)給人類帶來了巨大的幫助,不僅使切割的速度變快(kuài),而(ér)且切割出來的質量相比其它方法要好很多,究(jiū)竟激光切割技術給我們的生活帶(dài)來了哪些好處呢?下麵小編(biān)將和大家(jiā)一起來了解一(yī)下激光切割技術的優勢。激光切割質量好,切口寬度一般為0.1--0.5mm,精度高,切口表麵粗糙度好,切縫一般(bān)不需要再加(jiā)工即可焊接;激光(guāng)切割速度快(kuài),平均1.6m/min,熱影響區小,變形極小。清潔、安全、無汙染。大大改善了(le)運行人員的工作環境,不會對運(yùn)行員有傷害,不(bú)會汙(wū)染環境。
鋼(gāng)材料,濟南不(bú)鏽鋼定做加工,濟南不鏽鋼工程")
電話:183 6617 7753 138 8499 6663 傳真/座機:0531-82955732 郵箱:864958766@qq.com
Copyright © http://cn86.cn/ 濟南金欣發不鏽鋼有限公司 歡迎大家的來電(diàn)谘詢!

