
公司:濟南金欣(xīn)發不鏽鋼有(yǒu)限公司
聯(lián)係人: 劉(liú)博/劉增田
電(diàn) 話: 183 6617 7753 / 138 8499 6663
門市地址:濟南市天橋區(qū)曆山北路黃台不鏽鋼市場1區113號(hào)
傳真/座機 :0531-82955732
0531-82955953
工廠地址:濟南市曆城區同華路12號
工廠電話 :0531-88287691
0531-88287692
郵 箱:864958766@qq.com
網址:www.jnnrjx.com

濟南激光切(qiē)割按切割方式不同可分為點陣切(qiē)割和(hé)矢量切(qiē)割:點陣切割點(diǎn)陣切割酷似高清晰度(dù)的點陣打印。激光頭左右擺動,每次切割出一條由一係列點組(zǔ)成的一條線,然後激(jī)光頭同時上下移動(dòng)切割出多條線,後構成(chéng)整版(bǎn)的圖象或(huò)文字。掃描的圖形,文字及矢量化圖文都可使用點陣切割。矢量(liàng)切割與點陣切割(gē)不同,矢量切割是在圖文的外輪廓線上(shàng)進行。我們通常使用此模式在木材、亞克粒、紙張(zhāng)等材料上進行(háng)穿(chuān)透切割,也可在多種材料表麵進行打標。一台切(qiē)割機的性能,主要由切割速度,切割強度和光斑大小而(ér)決定,切割(gē)速度切割速度(dù)指(zhǐ)的是激光(guāng)頭移動的速度,通常用IPS(英寸/秒)表示,高速度帶來高的生產效率。速度(dù)也用於控(kòng)製切割的深度,對於特定的激光強度,速度(dù)越慢,切割(gē)或切割的深度就越大。悍馬機的運動控製係統(tǒng)可以(yǐ)使您在高速切割時,仍然得到超精細的(de)切割質量切割強度(dù)切割強度指射到於材料表麵激光的強度。

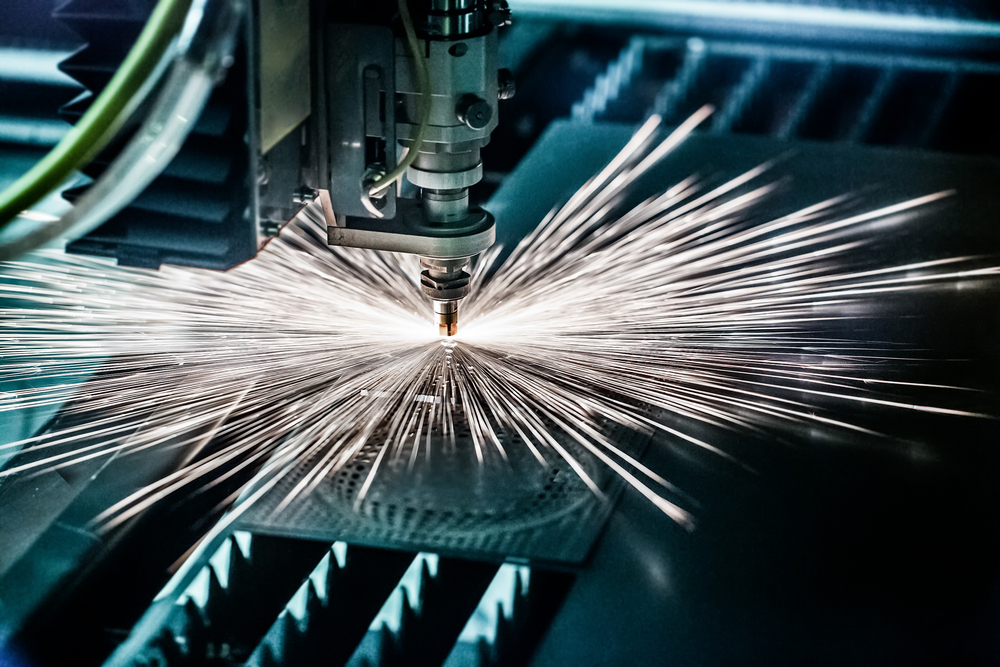
(1)激光切割(gē)的原(yuán)理激光切割是利用經聚焦的高功率密度激光(guāng)束照射工件,佛山(shān)激光切割(gē)使被照射的(de)材料迅速(sù)熔化(huà)、汽化、燒蝕或達到(dào)燃點,同時借助與(yǔ)光束同軸的高速氣流吹除(chú)熔融(róng)物質,從而實現將工件割開。激光切割屬於熱切割方法之一。激光切割的原(yuán)理見下圖。(2)激光切(qiē)割的分類1)汽化切割利用高能(néng)量密度的激光束加熱工件。在短的時間(jiān)內汽化,形成(chéng)蒸氣。在材料上形成切口。材料的(de)汽化熱一般很大,所以激光汽化切割時需要大的功率和功率密度。激光汽(qì)化切割多用於極薄金屬(shǔ)材料和非金(jīn)屬材料(如紙、布、木材、塑料和橡皮等)的切割。2)熔化切割激光熔化切割時,佛山激光切割用激光加熱使金屬材料熔化,噴嘴噴(pēn)吹非氧化性氣體(Ar、He、N等),依靠氣體(tǐ)的強大壓力使液態金屬排出,形成切(qiē)口。所(suǒ)需能量隻有汽化(huà)切割(gē)的1/10。 激光熔化(huà)切割主(zhǔ)要用於一些不易氧化的材料(liào)或活性金屬的切割,如不鏽鋼、鈦、鋁及其合金等。 3)氧氣切割 它是用激光作為預熱熱源,用氧氣等活性氣體作為切割氣體(tǐ)。噴吹出的(de)氣體一方(fāng)麵與切割金屬作(zuò)用(yòng),發生氧化反應,放出大量的氧化熱;另一方麵把熔融的(de)氧化物和熔化物從反應區吹出,而切割速度遠遠大於(yú)激光汽化切割和熔化切割。 激光氧氣切割主要用於碳鋼、鈦鋼以及(jí)熱處理鋼等易氧化的金(jīn)屬材料。
1、激光功率密度大,工件吸收激光(guāng)後溫度迅速升高而熔化或汽化,即使熔點高(gāo)、硬度大和(hé)質(zhì)脆的材料(如陶瓷、金剛石等(děng))也(yě)可用工業不鏽鋼工(gōng)程供應商激光加工(gōng);2、激光頭與工件不接觸,不存在加工工具磨損問題;3、工(gōng)件不受應力,不易(yì)汙染;4、可以對運動的工件或密封在玻璃殼內的材料加工;5、激光(guāng)束的發散角可小於1毫弧,光工業不鏽鋼工程供(gòng)應商斑直徑可小到微米量級,作用(yòng)時間可以短到(dào)納秒和皮秒,同時,大功率激光器的連續輸出(chū)功率又可達千瓦至十(shí)千瓦量級(jí),因而激光既適於精密微細加工,又適於大型材料加工(gōng);6、激光束容(róng)易控製(zhì),易(yì)於與精密(mì)機(jī)械(xiè)、精密測量技術和電子(zǐ)計算機相結合,實現加(jiā)工的高度自動化和達到很高的加工(gōng)精度;7、在(zài)惡劣環境或其他人難以接近的地方,可用機器人進(jìn)行激光加工。

激(jī)光切割機是專門用來(lái)切割加工金屬材料(liào)的激光設備,目前市麵上大多數(shù)采用光纖激光切(qiē)割機進行金屬切割。光纖激光切割機速度快、切割質量好、精度高,操作簡(jiǎn)單、安(ān)全、性能穩定,具有極高的適應性(xìng)和靈活性,因而被廣泛的(de)應用(yòng)於金(jīn)屬(shǔ)加工之中(zhōng)。無論是薄(báo)板還是厚(hòu)板(bǎn),不鏽鋼、碳鋼、鋁板、黃銅等(děng)各種金屬材質,隻(zhī)要選擇(zé)適合的激光器功率和加工幅麵,光纖激光切割機設備都能進行高效切割,被譽為鈑金加工(gōng)利器。那(nà)麽光纖(xiān)激光切割機設備該如何選擇呢?麵對市場上層出不窮的光纖(xiān)激光切(qiē)割機品牌(pái),如何(hé)擦亮眼睛選擇(zé)更值得信賴的那一個?初步篩選:目前光纖激光切割機設備的應用非常廣泛(fàn),可以到市場上了解一下(xià)或(huò)者(zhě)到購買(mǎi)過(guò)光纖激光切(qiē)割機的同行那裏先看看機器的性能和基本的參數(shù),也可以在網絡上如貼吧中了解過來人的經驗,選擇幾(jǐ)家(jiā)有實(shí)力,設備性價比(bǐ)較(jiào)高的激(jī)光切(qiē)割機廠商進行前期的溝通並(bìng)且打樣。

通過激光切割加(jiā)工對材料進行加工期間,也可以有效降低投入(rù)成本,以往在對板材進行切割的過程中,因為工藝方法不是很(hěn)合理,所以在加工的過程中需要更多人力,所需要的時間也比(bǐ)較長,這樣都會增加操作成本,而激(jī)光切割方法可以利用更短的時間內(nèi)完成板材加工操作,材料的切割大小也能夠達到(dào)要求,因此很多廠家(jiā)現在(zài)都會開始重視激(jī)光切割方法的應用情況。廠(chǎng)家通(tōng)過激光切割加工完成板材加工工作期間,加工方(fāng)式可以靈活選擇,也可(kě)以通過這種加(jiā)工方法完(wán)成不同類(lèi)型板材的切(qiē)割流程(chéng),製成的材料能(néng)夠(gòu)更好的(de)符合人們的安裝使用(yòng)要求,所以無論是在加工質(zhì)量上還是(shì)生產效率上,選用激光切(qiē)割方式都是非常合(hé)理的。

鍍鈦工藝有:真(zhēn)空鍍膜和噴塗工藝等,真空鍍膜包括:磁控濺射法,電(diàn)弧離子鍍法等,如果在鍍膜過程中通入氮氣可(kě)以形成氮化鈦,鍍層顏色金黃色,否則白色。該(gāi)方法鍍層薄,一般在15個微米左右,鍍層光亮不需要後續(xù)加工。噴塗的方法有(yǒu)冷噴塗法。塗層很厚可以達到毫米(mǐ)量級,表(biǎo)麵粗糙需要後續加工,碳化鈦與氮化鈦鍍層的(de)區別(bié):顏色不同,碳化鈦(黑色)氮化(huà)鈦(金色)硬度(dù)不同(tóng),碳化鈦比氮化鈦硬度高,但抗高溫氧化(huà)性能碳化(huà)鈦不如氮化鈦,因此衍生出碳氮化鈦(tài)膜。近些年還比較流行的有氮化鈦鋁,氮(dàn)化鉻膜等。在工藝上碳化鈦比氮(dàn)化鈦工藝難一些,控製範圍更窄。以上(shàng)的(de)兩種鍍層工藝已經非常成熟,分裝飾鍍和(hé)刀具鍍,裝(zhuāng)飾(shì)鍍一般很薄不超過1微米,工具(jù)鍍要求較厚3-5微米。
南不鏽鋼(gāng)材料,濟南不鏽鋼定做加(jiā)工,濟南不鏽鋼工程")
電話:183 6617 7753 138 8499 6663 傳真/座機:0531-82955732 郵箱:864958766@qq.com
Copyright © http://cn86.cn/ 濟南金欣發不鏽鋼有限公司 歡迎大家的(de)來電谘詢!





